| 最小起订 | 6米 |
|---|---|
| 质量等级 | A级 |
| 是否厂家 | 是 |
| 产品材质 | Q235B、20# |
| 产品品牌 | 友骏 |
| 产品规格 | 无缝、直缝、螺旋 |
| 发货城市 | 沧州 |
| 产品产地 | 河北 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 118Kg |
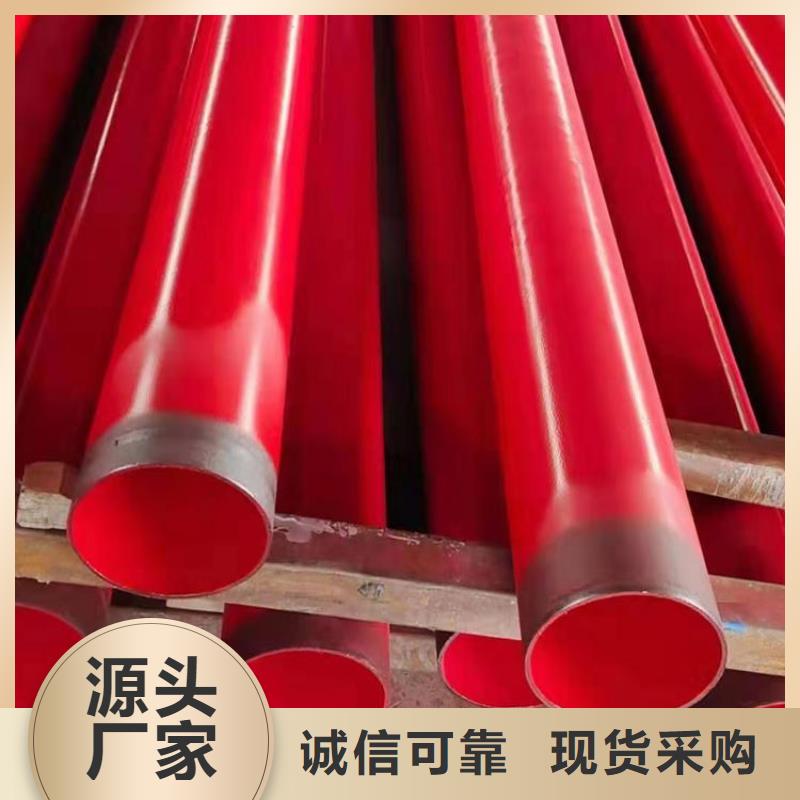
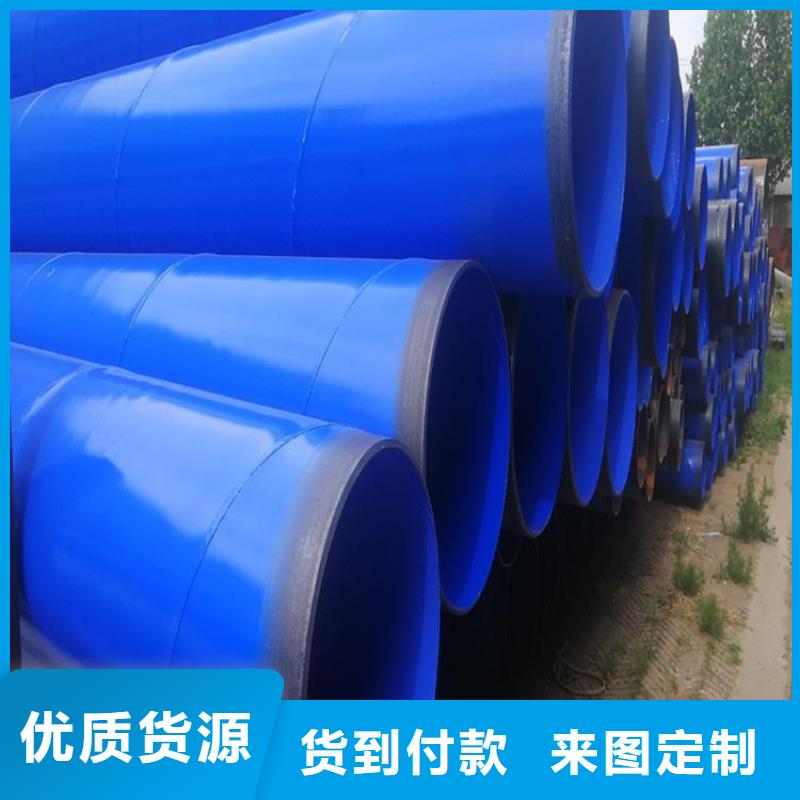
| 产品颜色 | 蓝色、红色、黄色、黑色 |
| 质保时间 | 1年 |
| 外形尺寸 | 圆形 |
| 适用领域 | 消防给水 市政排水 燃气输送 |
| 是否进口 | 否 |
| 质量认证 | 已认证 |
| 产品功率 | 160 |
| 工作温度 | 80° |
| 连接方式 | 焊接、卡箍、丝扣、承插 |
| 产品特性 | 耐腐蚀 使用寿命长 |
| 配送服务 | 配送到场 |
| 涂层 | 环氧粉末 |
| 涂层厚度 | 国标 |


涂塑钢管根据各种材质适用于-30℃~120℃的工作环境,涂层具有极高的附着力,其涂层硬度高、耐冲击性好,具有较好的耐化学腐蚀性能。涂层复钢管的内、外表面经过涂敷、粘结、固化后,经落锤冲击和撕裂,无破坏。管材具有很强的耐酸碱性和耐腐蚀性,适用于煤矿井下高硫水质及含钙、镁等离子的水。由于表面光洁度高,流体阻力小,不会附着水垢,可减少二次污染。忻州涂塑钢管内表面光滑,流阻力小,增加流量,而且不结垢,不易滋生微生物,可以充分保证流量和使用效果,节能环保;并且涂塑钢管具有优良的耐化学腐蚀性,耐水性和耐抗溶性,能够解决因输水,埋地和酸、碱、盐对消防管道的腐蚀,将大大提高管道的使用寿命,使用年限可达50年以上。环氧树脂粉末涂层韧性好,钢管机械强度高,对冲击、弯曲等外来影响,具有很强的承受能力,性能优于其他管材,经除锈,刷油处理后的管件、管材、型钢、托吊支架等金属制品,应放在有防雨、雷措施及运输畅通的专用场地,其周围不应堆放杂物。涂层检测,卫生性能,弯曲试验,压扁检测等项目,这是关于涂塑复合钢管质量方面为权威的检测标准,忻州涂塑钢管不适于输送某些化学品,如酯、二氧化碳、芳香烃、稀释剂、四氯化碳、酮、乙醚等,以避免内衬塑料管或涂层出现软化和侵蚀现象。
涂塑钢管应用很普遍,在于产品本身具体的特点。
涂塑钢管,以优质的工艺在内、外壁熔融、喷涂或吸附环氧树脂粉末涂料并经高温固化的新型复合管材,作为普通管道的更新换代产品,它既有钢管、管件的强度与刚度,又具有塑料水管内壁非常光滑、自润滑性好、不生锈、不结垢、流体阻力小、耐冲磨、防腐蚀、抗菌卫生性能好及柔韧性等优点。
1.涂塑复合管不会因为涂层厚度而产生缩径现象。2.涂覆钢管可以在施工现场提前预制。3.涂塑管可以根据施工需要切割任意长度,切割后修补后可以继续使用。
内外忻州涂塑钢管在维护的中有清洁和清洗的一个步骤,所以清洁的步骤也十分的重要,怎么才能够落实好呢?下面内外涂塑钢管厂家在这些方面有一些细节的介绍,希望大家可以学到这些。
内外忻州涂塑钢管的清洗应用溶剂、乳剂清洗钢材外表,以到达去除油、油脂、尘土、光滑剂和相似的有机物,但它不能去除钢材外表的锈、氧化皮、焊药等,因而在防腐出产中只作为辅佐伎俩。
除锈比首要运用钢丝刷等东西对钢材外表进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手开工具除锈能到达Sa2级,动力东西除锈可到达Sa3级,若钢材外表附着结实的氧化铁皮,东西除锈结果不睬想,达不到防腐施工要求的锚纹深度。
矿用涂塑钢管是以钢管为基体,通过特殊工艺在内壁熔融喷涂或吸附食品级环氧粉末涂料或PE原料经高温固化而成的新型复合材料。
忻州涂塑钢管具有优良的耐腐蚀性和比较小的摩擦阻力。环氧树脂矿用涂塑钢管适用于给排水、海水、温水、油、气体等介质的输送,聚氯乙烯(PVC)涂塑钢管适用于排水、海水、油、气体等介质的输送。技术参数:涂层材料:PE(改性聚乙烯)或EP(环氧树脂)通用颜色:黑色,灰色,蓝色,红色涂层厚度:PE(改性聚乙烯)涂层厚度为400um—1000um EP(环氧树脂)喷涂厚度为100um-400um涂覆方式:PE(改性聚乙烯)为热浸塑EP(环氧树脂)为内外喷涂产品规格:DN15—DN1200环境温度:-30℃至120℃连接方式:丝扣(DN15-DN100),沟槽(DN65-DN400),法兰(适用任意口径),焊接式,双金属连接,承插、管节、密封连接等。
涂塑钢管加工工艺分为四种:热浸塑、高压静定喷涂、滚塑、包塑。而且连接方式的不同其加工的过程也不相同。该产品所需要的原材料为塑料粉末和钢管。整个加工的开始需要采购原材料,消防一般采用的塑料粉末为环氧树脂,所用钢管型号为无缝钢管、直缝钢管或螺旋管,原材料采购回来步进行检验,特别是钢管型号、长度、壁厚需要测量。
涂塑复合钢管的施工工艺
一、检验:管材进厂后,检查数量、壁厚是否符合要求,是有缝或无缝管材,管材两端是否圆整和弯曲;
二、去污:检查管材(管件)是否有油污,如有用OP液去除并用清水清洗,如发现有毛刺后去除、磨平;
三、酸洗:将管材(管件)浸入池中浸泡(20-25)分钟,除锈后捞出,转入下一道工序;
四、水洗:将酸洗后的管材放入清水池中水洗一次后捞出;
五、磷化:将清洗完毕的管材(管件)浸入磷化液中浸泡(10-15)分钟捞出并晾干;
六、喷涂:将晾干后的管材(管件)放置在管架上进行内、外喷涂,喷涂前根据客户要求选择不同颜色的涂粉,喷涂过种中要严格控制静电量、喷机的转速、喷的出粉量,做到喷涂均匀,避免漏点;
七、固化:待烘干管材进入烘干车间后,工作人员要及时调整管材的摆放位置,尽量做到只留支撑点的损伤面积,按照涂粉的周化要求,预先调试好烘箱温度及固化时间,并做好每一炉的记录;产品出烘箱时,严禁在高温下作业,用裸水触摸;待产品冷却后,正确摆放,查找磨损点,及时修补后转入下道工序;
八、包装:用测厚仪检查产品内外壁喷层厚度是否符合要求,用测漏仪检验产品内部是有无漏点,如全部合格后,用专用工具进行包装。